

嘉兴瓦楞纸板的粘合与生产速度、温度的相关因素分析
分类:公司新闻 时间:2020-10-08 06:43:23
1.使用的原辅材料质量要有保证
2.投料时各种原辅材料计量要准确
3.尽可能使用好的水质
4.保证制作环境和场地的合适的温度
5.保证适当的粘度
6.保证适当的浓度
7.成品粘合剂没有沉淀物
8.成品粘合剂在存放和使用中粘度变化不大
9.保证生产过程中有良好的初粘性、渗透性
按照以上原则,在制作粘合剂时,严格按操作规程和工艺要求生产,同时考虑到各种因素的影响,以保证瓦楞纸板的粘合效果。
良好的粘合应是涂在波形瓦楞纸和面纸之间的粘合剂经过高温烘烤迅速糊化后,纸和粘合剂牢固结合,经专用设备和附件将其剥离时,撕裂的应是纸的纤维,而不应是粘合剂脱开。
单面瓦楞机使用的粘合剂,在配制过程中,主要控制粘合剂的固体含量、糊化温度和粘度。
固体含量是指淀粉、烧碱、生胶专用干燥剂、硼砂在粘合剂中的含量,主要是指淀粉的用量,淀粉的含量多,固体含量就高。在使用过程中调整好涂胶辊的间隙,就可以提高车速,增加产量,同时便于烘干。配制粘合剂的固体含量约占粘合剂总量的20%左右为宜。
糊化温度是指粘合剂在生与熟的临界温度,当粘合剂的糊化温度低时,在生产工艺中所消耗的热量就少,因而可以提高车速。
粘度是指在生产使用过程中粘合剂的流动能力。我们要求粘合剂低粘度,实际就是为了在使用中有良好的流动性。可以提高初粘力。配制熟浆是控制粘合剂粘度的关键。一要严格控制搅拌时间,当搅拌时间不够时,粘合剂的粘度不稳定;二要掌握好烧碱及其它原料的配比。只有恰到好处的掌握粘合剂的固体含量、糊化温度和粘度的相对关系,才能制作出质量好的粘合剂,从而保证在生产工艺中良好的粘合。
在生产过程中,淀粉胶的粘度与温度、烧碱用量成正比。在使用过程中,淀粉胶的粘度与温度、搅拌速度成反比。为避免在使用过程中胶的粘度降低过快,尽量减少胶体循环及温度的提高(如可将循环系统的齿轮泵改为气泵,将大循环改为单循环)。
1、单面机及三层线生产使用黏合剂粘度控制在:20-50秒,
2、五层及七层线生产使用黏合剂粘度控制在:50-90秒,特殊情况,根据要求调节粘合剂粘度。
瓦楞纸板生产线的速度和蒸气压力及温度的关系(见表)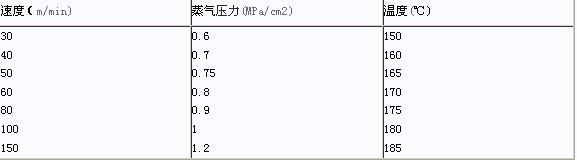
单面瓦楞机车速过快,要考虑波形瓦楞楞峰上的着胶量,这时的粘合剂固体含量要求高,否则影响粘合效果。
单面瓦楞机车速过慢,会增大波形瓦楞楞峰的着胶量,同时,由于车速慢,过高的温度会使粘合剂过早固化而失去良好的粘合效果,甚至用手一拍即会胶开。
双面机车速过快会造成波形瓦楞楞峰着胶量减少,同时由于过快的车速,使热消耗增大,温度降低,粘合剂糊化不好,造成粘结不良。
双面机车速过低会使波形瓦楞纸楞峰涂胶量增多,温度聚集而过量烘烤瓦楞纸板,使粘合剂结构被破坏,造成瓦楞纸板焦脆。
相关标签
相关新闻
- 嘉兴纸质品包装箱展示架源头生产商 [2020-12-18]
- 嘉兴宁波瓦楞包装纸箱生产批发厂家 [2020-11-30]
- 嘉兴选用优质瓦楞包装纸箱原则和误区 [2020-11-01]
- 嘉兴心中只有你-我最爱的纸质简易货架 [2020-10-27]
- 嘉兴宁波邮政包装纸箱的十二种规格介绍 [2020-10-11]
- 嘉兴纸箱厂家高速你如何印好异型瓦楞纸箱? [2020-10-11]
- 嘉兴瓦楞纸板的粘合与生产速度、温度的相关因素分析 [2020-10-08]
- 嘉兴宁波仁合欣是专业的纸制品-纸箱定制厂家 [2020-09-26]
- 嘉兴宁波高档纸制品生产厂家-仁合欣包装 [2020-09-25]
- 嘉兴宁波瓦楞包装纸箱哪家质量好? [2020-09-24]


